










Home>News
Welcome to nonwoven lecture – spunlace process
- 2017-08-15
Special parameter of the Spunlace nonwoven line
Fibre:
It is generally believed that under the same conditions, the thinner the fiber, the better the spunlace effect. The maximum line density of the fiber is 4 ~ 6dtex.
In addition, the increase of fiber stiffness and the decrease of specific surface area will hinder the spunlace process. On the contrary, fibrillation and coarse fiber cracking will enhance the bonding effect.
There is no limit to fiber length, and the length of fiber used is 20 - 60mm.
Water jet:
- The diameter of the holes are range normally from 0.08 to 0.25, but the maximum cases the hole size is either 0.12 or 0.18.
- Density of jets: 10 – 30 jets/cm
- Jet diameter: 80 – 800 mm
- Pressure inside the jet manifold: 25-60 MPa
- Velocity of water jet: 10 – 350 m/s
Water:
Contains almost no particulate matter, is low in metallic ions such s Ca, contains bacteria or other microorganisms.
Water with neutral pH does not damage the surface of the jet.
Water of certain temperature can reduce fiber bending moment, making fiber entangle better.
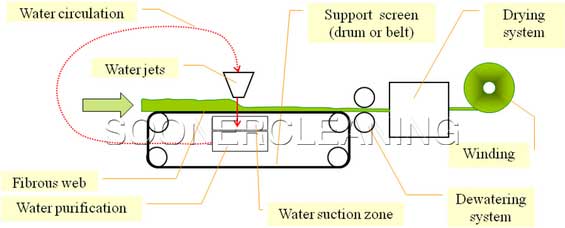
Spunlace Nonwoven Process Description
The web which is formed usually by means of air-laid or wet-laid process is initially compressed and then pre-wetted to remove air pockets and then only water-needled. The water pressure usually increases from the first to the last injectors. Generally, there is a thumb rule for pressure, and it is as high as 2200 psi, used to direct the water jets on top of the web. This pressure is more than enough for most of nonwoven fibers, even though higher pressures are also being used in some specialized end use.
The high-pressure jet of water does the entanglement of the fibres in the web. The jets tire out most of the kinetic energy
Primarily in rearranging fibers inside the web
Secondly, during bounce back against the substrates, dissipating energy to the fibers.
A vacuum inside the roll take out used water from the product, which prevent from flooding of the reduction in the effectiveness of the jets to cause entanglement.
Generally, hydro-entanglement is functional on both sides in a stepwise approach. Now the first entanglement roll active on the first side a number of times in order to impart to the web the desired amount of bonding and strength. The web then passes over a second entanglement roll in an overturn direction in order to treat and consolidate the other side of the fabric.
The fabric is then passed through a dewatering machine where surplus water is detached and being dried.
The characteristics of spunlace non woven fabric
- Excellent lint-free
- Excellent process-ability
- Excellent strength to weight ratio
- Good Drape-ability
- Good absorbency
- Good strengths
- High density
- High Elongation-to-break
- Stability to heat and chemicals
- Very even surface
- Durable fabrics
- Printability
Application of spunlace non woven fabric:
Spunlaced fabrics have a broad use in a variety of applications due to comparatively high absorption abilities and no binders in the fabric allowing sterilization of the fabric at high temperatures.
Wipes:
- Baby Wipes
- Household Wipes
- Industrial Wipes
- Kitchen wipes
- Face mask sheets
- Cosmetic Cotton wool pads
Hospital use:
- Surgical gowns
- Surgical drapes
- Operation cover sheets
{kind=link}